このところ、考察に行き詰まり、MDF板の切れ端を使ったCNCを作っていました。昨日、初めて生基板の切削をしました。
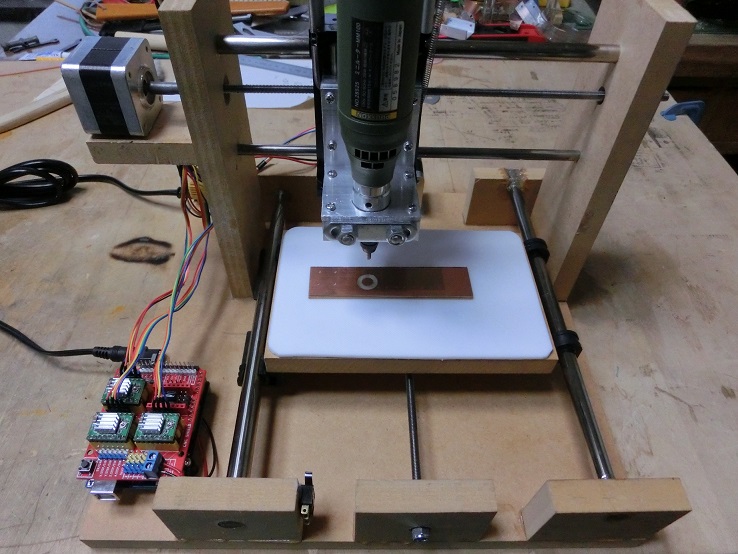 写真1
写真1
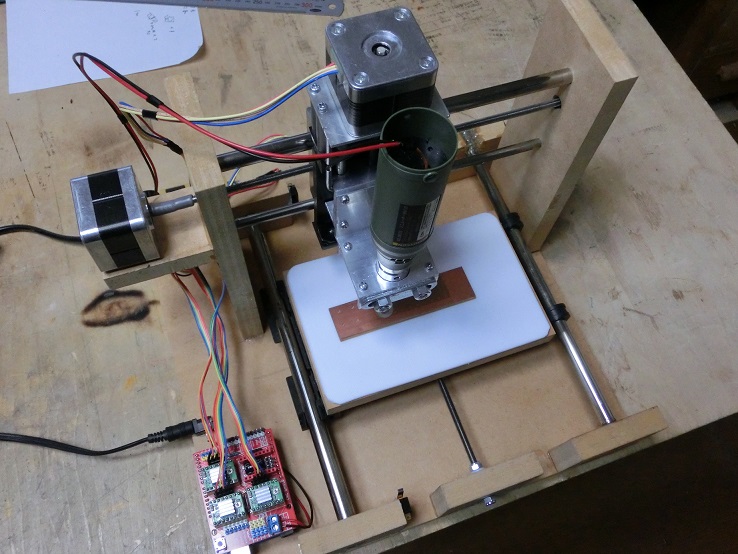 写真2
写真2
構成は、3.5インチHDDケース(2TB)+秋月の700円ステッピングモーター(17PM-K044-AKZ)×3個とプロクソンのミニルーターmm100+Arduino uno+cnc shield+プリンタ複合機とスキャナから取ったリニアシャフト+6805ベアリング2個です。
横方向をX軸としています。Y軸テーブルが(奥行き方向に)動くようにしました。この構成ではテーブルの有効面積が小さくなりますが、X軸のY軸に対する平行度(ルーターの横移動のテーブルに対する高さ)のみに注意して工作すれば精度が出せます。(テーブル4角の高さを合わせる必要がない。)
最初、Y軸の駆動を0.2ミリのワイヤ掛けで試したところ負荷をかけるとスリップしたので、Φ5ミリのステンレス長ネジに変更しました。全速での移動速度は遅いですけれどトルクはそれなりにあります。 タイミングベルトとプーリーなんて金をかけられません。ましてやカプラーなんか使わず、アルミ棒から自作及び5D2Vか何かの被覆で代用しています。チャンネルという名で売られているコの字型のアルミ部材を用いています。ルーターは3ミリ厚のL型アルミアングルにU字ボルトで固定しました。
適当に現物あわせで作りかけたのですけど、さすがにプラモデルじゃない「動いて機能してなんぼ」のものですから、途中から
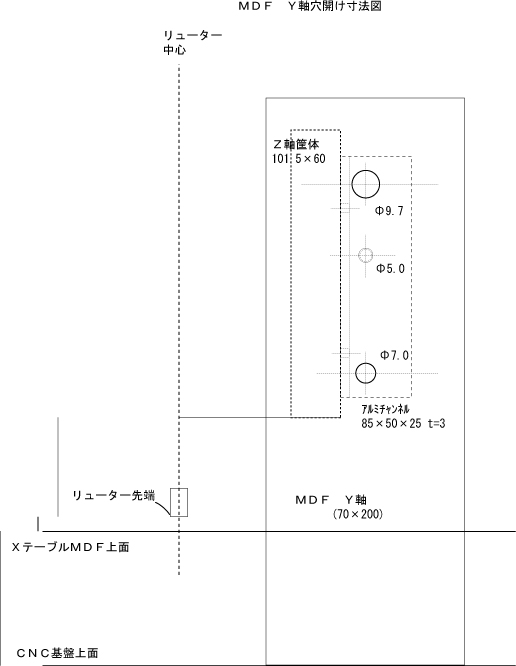 図1
図1
や
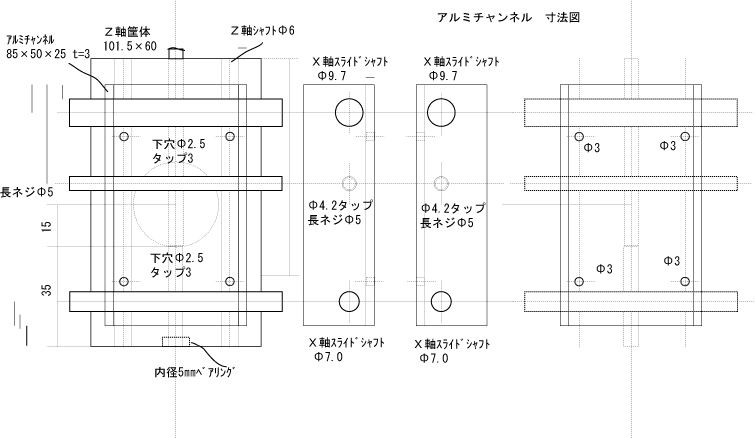 図2
図2
などの絵を6枚ほど適当に描いて製作しました。作りながら絵を描いたので全体の設計図はないですし図面通りに作ってないです。 Y軸テーブルの白い板は100円ショップで買ったまな板による捨て板(3ミリ厚)です。
何に使うか決めずに作りかけたのですけど、プリント基板の切削くらいには使えそうです。ということで、幾つか穴を開けたあと、お決まり円の切削を3ミリのハイスカッターで切削しました。エンドミルは高くて買えない!
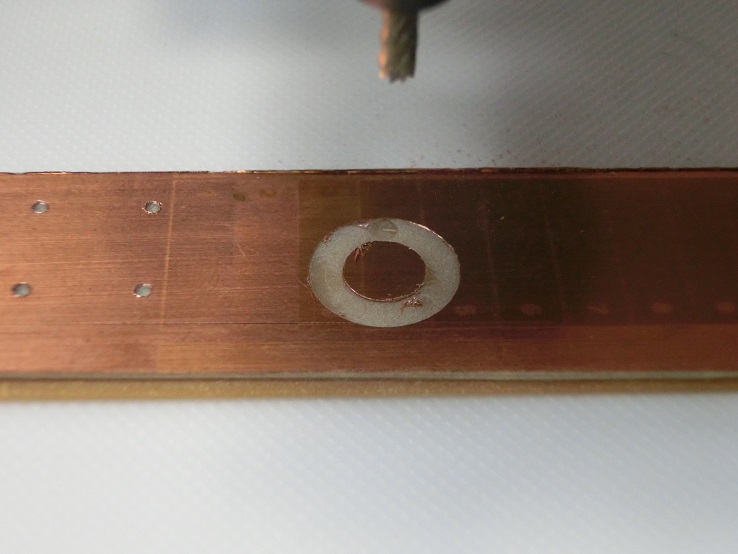 写真3
写真3
 写真4
写真4
が円切削のアップです。g-codeは
G90 G17 G21
F60.00
M03
G00 Z1.0
G00 X0.0 Y10.0
G01 Z-1.2
G03 X0.0 Y-10.0 I0.0 J-10.0
G03 X0.0 Y10.0 I0.0 J10.0
G00 Z1.2
G00 X0.0 Y0.0 F250
M05
M02
です。ドリルを下ろして反時計方向に半円を切削、続いて残りの半円を切削して、ドリルを上げて原点へ戻るというものです。 写真4でわかるようにドリルを下ろした位置を12時の位置とすると11時の方向にかけて銅板が切削できずに残っています。 また、1時-7時の方向に円がひしゃげています。 どうもある人に見せたところ、半円を切り込みながらドリルを下ろすか、12時の位置にドリルを下ろした後、2秒ほど停止してドリルが基板を切り込んでから移動すれば、切削漏れと円の変形が若干ましになるようです。 どちらにしても適当に作ったCNCですから、剛性が足りないのは初めからわかっています。もう少しガタをとってから補強が必要と判断しました。
CNCにハードディスクケースを用いたのは管理人が初めてかも。
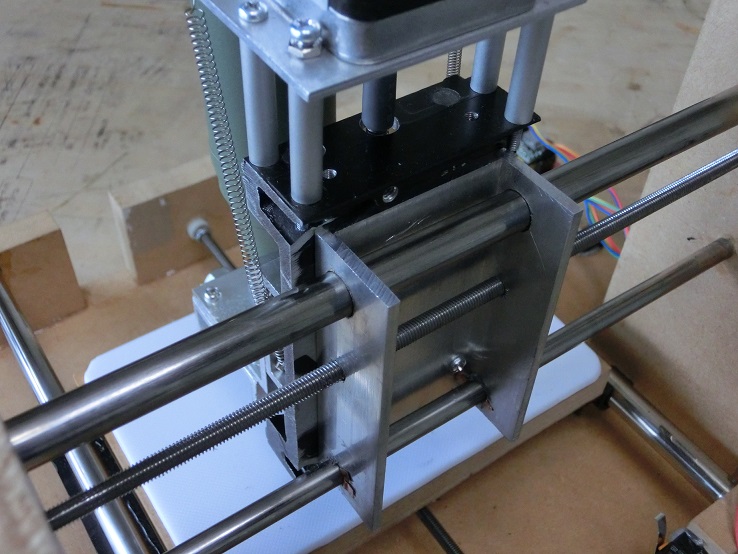 写真5
写真5
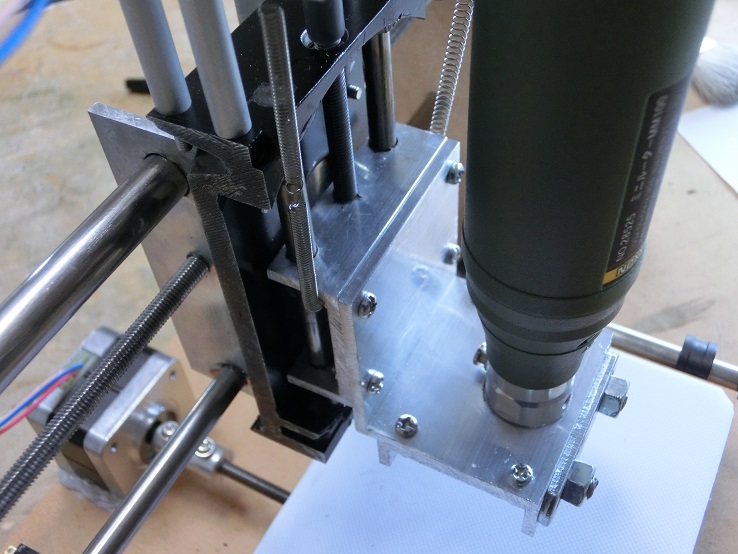 写真6
写真6
因みに、Z軸のストロークは約35ミリです。
追記 2017/2/16
動画1 Z軸の動作
Follow me!