
これまで調整してきた自作CNC(MDF端材+Arduino Uno+grbl+プロクソンミニルーター)で

ちょっと大きめの生基板を切削したくて、ukcnc.netに紹介されているUSB-Parallel Interfaceを作ってみました。
大きさは、
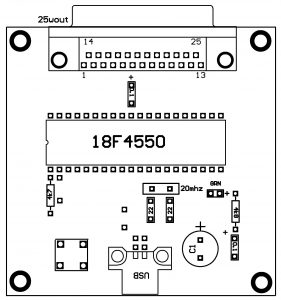
75ミリ×75ミリとちょっと大きめです。うまく削れるには、テーブルの平面が正しく出ている必要があります。
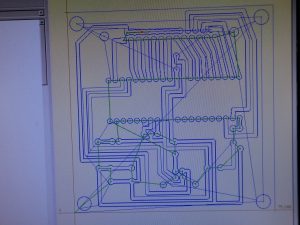
grbl-controller へ持っていくまで苦労しています。pcbe で作成後、ガーバー出力、ホール出力します。コメを噛めさんのGynostemmaを使い、G-codeを出します。このときエンドミルが0.5ミリだと穴開けのG-codeがうまく出力されません。 一括で切削するG-Codeがうまくできなくて、今回は、回路切削とともに穴のポンチ位置決めと外形を一周削ることにしました。 使用したのは中国製0.5ミリのエンドミルです。
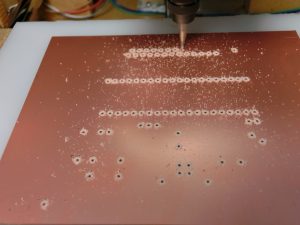
穴の位置に浅く小さい円を描きます。
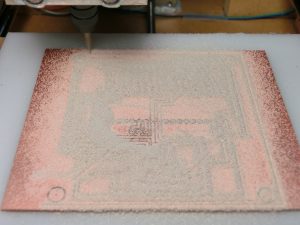
それから、回路部分を削って、外形を削って
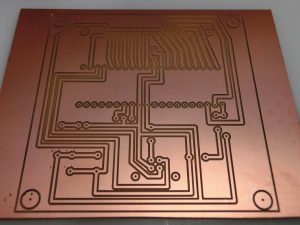
できあがりです。 この後、ハンドドリルで穴開け、外形を切り出してフラックスを塗ってできあがり。
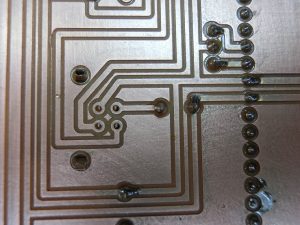
ハンダ付け途中です。↑の拡大写真は、マイコンのセラロックとUSB端子部分です。ポンチが打ってあるので穴開けが楽です。

ハンダ付けの様子。
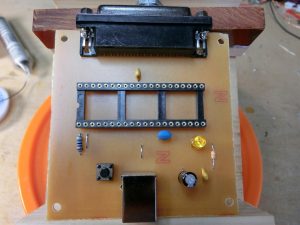
PIC18F4550のファームウエアは、PICkit 2にて書き込みました。 動作は、ukcnc.netに紹介されている
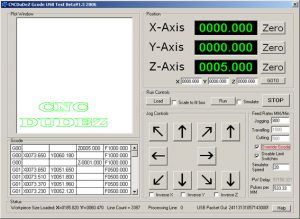
CNCDuDeZ Gcode USB Test BetaV1.7を使いました。 Jog Controlsのボタンを押すとパラレル25ピンから所定の信号が出ることを確認しました。
今更、パラレルインターフェイスは必要と感じないのですが、大きめの基板を掘ってみたくてやってみました。 一回に全部切削できれば魅力です。 穴開けと外形切り出しまですべてできればいいのですが、今のところダメです。 皆さん結構苦労されているようです。
Follow me!


私もGynostemmaを使って穴あけデータを変換したときに同様の問題に困りました。
どうもドリル径と穴データ同じ場合G-コードが正しく生成されず、CNCが動作しないようです。
で、私はドリル径を若干小さく指定(0.4999)して変換したところ、期待通りのG-コードを生成することができました。
ご参考まで。
ご教示ありがとうございます。これまでまくいかなくて。次に試してみます。
やむなくExport G-Codeで別々に生成されるG-Codeでエンドミル・ドリルを取り替えて切削しようかと考えています。「Vカッターで回路、ドリルで穴開け、エンドミルで外形」の順でうまくいけそうです。手間はかかりますが、切削時間は短くて済みます。